
Создавая гриль своими руками, вы можете быть уверены, что получите устройство, идеально подходящее для ваших потребностей и предпочтений. Мангал — это не просто предмет обязательного интерьера для хозяина загородного дома, это искусство, объединяющее друзей и близких на природе.
Различные материалы могут быть использованы для создания мангала, но металл является оптимальным выбором благодаря своей прочности и долговечности. Благодаря использованию металла, вы можете быть уверены, что ваш гриль прослужит вам долгие годы и будет стойким к неблагоприятным погодным условиям.
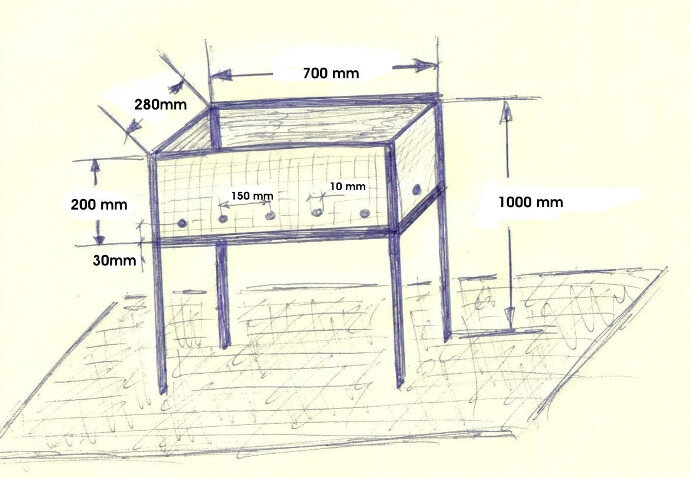
Ключевым моментом в создании собственного мангала является его конструкция. Выберите подходящие размеры и форму для вашего гриля, учитывая количество гостей, которые вы планируете угощать. Вы также можете добавить индивидуальные детали, которые сделают ваш гриль по-настоящему уникальным.
Подготовка поверхности перед изготовлением мангала
Первым шагом является очистка поверхности от всей ржавчины, грязи и пыли. Для этого можно использовать металлическую щетку или специальные металлические шлифовальные круги. Необходимо особенно внимательно обработать все сварные швы, чтобы удалить неровности и избавиться от возможных небрежностей сварщика.
После того, как поверхность полностью освобождена от ржавчины, следует при необходимости удалить старое покрытие. Для этого можно использовать металлическую стальную щетку или шлифовальный диск. Важно полностью удалить старое покрытие, чтобы новый слой краски или защитного покрытия имел хорошую адгезию и долговечность.
После того, как поверхность полностью чиста, следует обработать ее антикоррозийной пропиткой. Это важный шаг, который защитит металл от ржавления в дальнейшем. Формула и дополнительные рекомендации для выбора антикоррозийной пропитки варьируются в зависимости от типа металла и окружающих условий эксплуатации.
Подводя итог, правильная подготовка поверхности перед изготовлением мангала является важным шагом, который поможет достичь высокого качества и долговечности изделия. Очистка от ржавчины и грязи, удаление старого покрытия, а также обработка антикоррозийной пропиткой являются неотъемлемыми этапами этого процесса.
Выбор материалов
Ниже приведена таблица, где представлены различные материалы, которые могут быть использованы при создании мангала, и их основные характеристики:
| Материал | Прочность | Долговечность | Эстетический вид |
|---|---|---|---|
| Нержавеющая сталь | Высокая | Высокая | Современный, блестящий |
| Чугун | Очень высокая | Очень высокая | Традиционный, рустик |
| Сталь с порошковым покрытием | Высокая | Высокая | Разнообразный, стойкий к внешним воздействиям |
Выбор конкретного материала зависит от ваших предпочтений и требований к мангалу. Если вы цените современный стиль и хотите, чтобы мангал выглядел блестящим и новым на протяжении долгого времени, то нержавеющая сталь может стать идеальным выбором. Если вы больше предпочитаете традиционный вид и готовы пожертвовать некоторой массой и удобством, то чугунный мангал будет правильным решением. Если вы живете в районе с агрессивной средой или просто хотите обеспечить более долгий срок службы мангала, то сталь с порошковым покрытием может быть лучшим выбором.
Выбор качественного металла для изготовления мангала
Прежде всего, стоит обратить внимание на толщину металла. Чем толще, тем прочнее конструкция будет. Однако, слишком толстые листы могут затруднить процесс изготовления и усложнить передвижение готового мангала. Нужно найти оптимальный баланс между прочностью и удобством использования.
Второй важный параметр металла — его коррозионная стойкость. Мангал будет использоваться на открытом воздухе и подвергаться воздействию атмосферных условий, поэтому необходимо выбирать материал, устойчивый к ржавчине. Например, из нержавеющей стали или чугуна.
Также обратите внимание на термическую проводимость металла. Чем лучше материал передает тепло, тем быстрее и равномернее будет прогреваться грильная поверхность мангала. Медь и алюминий — хорошие варианты, но требуют более тщательного ухода.
Нельзя забывать также о внешнем виде металла. Он должен быть эстетичным и приятным на ощупь, чтобы создать хорошее впечатление. При выборе материала обратите внимание на его отделку и возможные покрытия, которые обеспечивают защиту от коррозии и прочие преимущества.
Итак, при выборе металла для изготовления мангала необходимо учитывать несколько важных факторов: толщину для достижения нужной прочности, коррозионную стойкость для защиты от ржавчины, термическую проводимость для равномерного грильного процесса и внешний вид. Аккуратный подбор материала позволит создать мангал, который прослужит долгие годы и будет доставлять удовольствие от готовки на природе.
Инструменты

Этот раздел посвящен основным инструментам, которые необходимы для изготовления мангала из металла. Они помогут вам достичь желаемого результата и создать прочную и функциональную конструкцию.
Для начала процесса вам понадобятся следующие инструменты:
- Болгарка. Это электрический инструмент с дисковым диском, который поможет вам резать металлические элементы с точностью и легкостью.
- Сварочный аппарат. Этот инструмент необходим для соединения металлических деталей и создания каркаса мангала.
- Рулетка и маркер. Эти инструменты помогут вам измерить и отметить места для резки и сварки.
- Ножницы для металла. Они необходимы для точной и аккуратной обрезки металлических листов и проволоки.
- Напильник. Он поможет вам отшлифовать острые края и сделать поверхность более гладкой.
- Клещи и плоскогубцы. Эти инструменты необходимы для сгибания и фиксации металлических деталей, а также для установки решетки и других аксессуаров.
Необходимый набор инструментов

Для успешного выполнения проекта по изготовлению мангала из металла, вам потребуется определенный набор инструментов. Разнообразные инструменты помогут вам максимально эффективно работать и достичь желаемых результатов.
Ниже приведена таблица с основными инструментами, которые вам потребуются для создания мангала из металла:
| Инструмент | Описание |
|---|---|
| Ручная болгарка | Инструмент с круглым диском, применяемый для резки металла. Позволяет делать прямые и криволинейные резы. |
| Электрическая сварка | Сварочный аппарат, необходимый для соединения металлических элементов. Позволяет создавать крепкие и надежные соединения. |
| Молоток | Инструмент с металлической головкой и деревянной рукояткой, используемый для ударов и формирования металлических деталей. |
| Ножницы по металлу | Инструмент с острыми лезвиями, предназначенный для резки металла. Позволяет делать прямые и криволинейные резы. |
| Пилка по металлу | Инструмент с зубчатым полотном, используемый для обработки и резки металла. Позволяет удалять избыточный материал и придавать деталям нужную форму. |
| Линейка, угольник, шаблон | Измерительные инструменты, необходимые для точного замера и маркировки металлических элементов. |
| Щетка по металлу | Инструмент с жесткими щетинками, используемый для очистки поверхности металла от ржавчины и грязи. |
| Перфоратор | Электрический инструмент для сверления отверстий в металле. Оснащен ударным механизмом для прокладывания отверстий в твердых материалах. |
| Набор сверл по металлу | Набор инструментов для сверления отверстий разного диаметра в металлических деталях. |
Подготовка и острота инструментов
Перед приступлением к изготовлению мангала из металла необходимо уделить внимание подготовке и остроте инструментов. Качественно выполненная заточка и правильная работа с инструментами существенно облегчают процесс и повышают качество работы.
Перед началом работы следует проверить состояние инструментов и при необходимости их подготовить. Острота лезвий позволяет более точно и аккуратно выполнять детали работы и достигать нужные размеры и формы. Для заточки можно использовать точильные камни, шлифовальные бруски или специальные заточные устройства.
Важно помнить, что правильная острота инструментов не только упрощает работу, но и повышает безопасность. Тупые или некачественно заточенные инструменты могут вызвать травмы или привести к повреждению обрабатываемого материала.
Помимо заточки, необходимо также проверить состояние и работоспособность других инструментов, таких как пилки, отвертки, клещи и т.д. Выявление и устранение дефектов позволит эффективно использовать инструменты и избежать проблем в процессе работы.
Правильная подготовка и острота инструментов являются ключевыми шагами при выполнении работы по созданию мангала из металла. Этот этап необходимо провести перед началом изготовления, чтобы обеспечить успешное и безопасное выполнение проекта.
| Инструменты | Острота | Проверка состояния |
| Точильные камни | Заточка лезвий | Ровная поверхность, отсутствие повреждений |
| Шлифовальные бруски | Заточка и полировка лезвий | Целостность, отсутствие износа |
| Заточные устройства | Заточка лезвий | Соответствующая настройка и работоспособность |
Защитное средство
Для обеспечения безопасности во время использования мангала из металла необходимо применять соответствующие защитные средства.
Чтобы предотвратить возможные травмы и ожоги, необходимо использовать специальные термостойкие перчатки, которые защитят руки от высоких температур и огня. Эти перчатки позволят работать с мангалом, не опасаясь обжигания.
Также рекомендуется надевать защитную одежду, включающую в себя специальные непромокаемые фартуки или комбинезоны. Эти предметы защитят от возможных брызг жира или огня, предотвращая возникновение опасных ситуаций.
Для защиты глаз от искр и огня рекомендуется использовать специальные защитные очки или маски. Они предотвратят попадание опасных частиц в глаза и обеспечат комфортное и безопасное использование мангала.
Следует также помнить о безопасности окружающих. При размещении мангала следует учитывать расстояние от горючих материалов, таких как деревянные стены или кусты. Рекомендуется устанавливать мангал на огнеупорную поверхность, чтобы предотвратить возможность возгорания.
Применение указанных защитных средств позволит сделать использование мангала из металла безопасным и комфортным.
Видео:
МАНГАЛ ИЗ ПРОФТРУБЫ. Быстро и просто. Своими руками. Лофт.
Рекомендуем:
 Как выбрать идеальный вариант из лучших рейтингов монтажных пен — последние технологии и советы экспертов помогут сделать правильный выбор 15 стилей дизайна интерьера — отличительные черты и особенности Как правильно покрасить фанеру — советы по выбору акриловых, водоэмульсионных и водостойких красок Шпаклевка стен под покраску — пошаговые инструкции и полезные советы для самостоятельного ремонта Как самостоятельно отремонтировать трещину в акриловой ванне Поклейка плитки на потолок — подробная иллюстрированная пошаговая инструкция для мастеров и новичков Как сделать ремонт в кухне хрущевке идеями для современной отделки Как сделать кухню просторной и уютной с помощью новых идей для удобного и функционального хранения пакетов Кухня в стиле хай-тек — советы по ремонту и дизайну с фото геометричных интерьеров Встраиваемые стиральные машины — рейтинг ТОП-10 моделей и критерии выбора — самый полный обзор
Как выбрать идеальный вариант из лучших рейтингов монтажных пен — последние технологии и советы экспертов помогут сделать правильный выбор 15 стилей дизайна интерьера — отличительные черты и особенности Как правильно покрасить фанеру — советы по выбору акриловых, водоэмульсионных и водостойких красок Шпаклевка стен под покраску — пошаговые инструкции и полезные советы для самостоятельного ремонта Как самостоятельно отремонтировать трещину в акриловой ванне Поклейка плитки на потолок — подробная иллюстрированная пошаговая инструкция для мастеров и новичков Как сделать ремонт в кухне хрущевке идеями для современной отделки Как сделать кухню просторной и уютной с помощью новых идей для удобного и функционального хранения пакетов Кухня в стиле хай-тек — советы по ремонту и дизайну с фото геометричных интерьеров Встраиваемые стиральные машины — рейтинг ТОП-10 моделей и критерии выбора — самый полный обзор