
В дизайне интерьера помещения особую роль играет правильное расположение и выбор светильников для потолка. Эти элементы не только обеспечивают комфортное освещение, но и способны создать особую атмосферу в комнате, подчеркнуть стиль оформления и декоративные детали. К примеру, светильники могут стать акцентом, придавая интерьеру оригинальность и необычность.
Размещение светильников на потолке является одним из ключевых элементов процесса оформления помещения. Важно учесть функциональность, эргономичность и эстетику, чтобы добиться гармоничного и эксклюзивного результата. Правильно расположенные светильники не только обеспечат соответствующую освещенность в помещении, но и создадут впечатление простора, легкости и уюта.
Как же выбрать и расположить светильники на потолке так, чтобы они идеально сочетались с интерьером? Прежде всего, необходимо учесть особенности конкретного помещения, его функциональность и стиль оформления. Минимализм, классика, современность или прованс — каждый из этих стилей имеет свои характерные особенности, и выбор светильников должен быть соответствующим.
Выбор местоположения для размещения
При установке светильников на потолке важно учесть несколько факторов, чтобы обеспечить оптимальную освещенность в помещении.
Перед выбором места для установки светильников необходимо определить функциональные зоны в помещении. Например, в гостиной может быть зона для отдыха, зона для чтения, зона для работы. В каждой зоне необходимо обеспечить достаточное освещение, учитывая требования и предпочтения каждой из них.
Также следует учесть геометрию комнаты. Например, в длинной и узкой комнате рекомендуется установить светильники вдоль длинной стенки, чтобы визуально расширить пространство. В просторных помещениях можно выбирать более свободное расположение светильников.
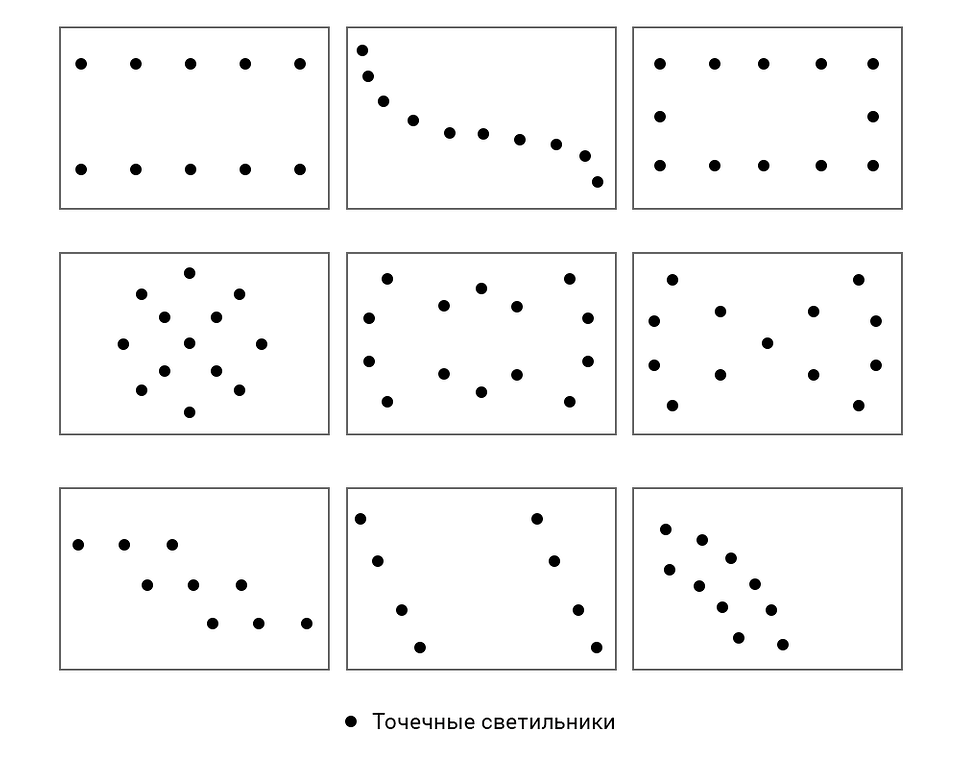
Чтобы создать разнообразие в освещении, можно использовать комбинированный подход. Например, вместо одного центрального светильника, можно установить несколько маленьких светильников вдоль периметра комнаты или вдоль края потолка. Такой подход позволит создать более равномерное и мягкое освещение.
Также важно учесть расстановку мебели в комнате. Светильники должны быть установлены таким образом, чтобы свет не создавал неприятных теней и не блокировался мебелью. Для этого можно использовать специальные модели светильников с регулируемым направлением светового потока.
В итоге, выбор места для установки светильников на потолке зависит от функциональности комнаты, геометрии помещения, вкусов и требований владельца, а также особенностей расстановки мебели.
| Факторы для учета при выборе места установки светильников |
|---|
| Функциональные зоны в помещении |
| Геометрия комнаты |
| Дизайн и стиль интерьера |
| Расстановка мебели |
| Желаемый эффект освещения |
Определение освещаемой зоны
Освещаемая зона — это область помещения, которая должна быть освещена светильниками. Для определения границ этой зоны, рекомендуется провести анализ функциональности помещения и учесть виды деятельности, которые будут осуществляться в ней.
Основные критерии определения освещаемой зоны:
1. Функциональные зоны. Перед тем, как определить конкретные места для размещения светильников, необходимо разделить помещение на функциональные зоны. Например, это может быть зона кухни, зона отдыха, рабочая зона и т.д. Каждая из этих зон может требовать различного уровня освещенности, и, следовательно, разного числа светильников.
2. Объем помещения. Размеры помещения также влияют на выбор количества и типа светильников. Небольшое помещение может потребовать большего количества точечных источников света, чтобы равномерно осветить всю площадь. В то же время, в большом помещении можно использовать светильники с более высокой мощностью и широкой зоной освещения.
3. Виды деятельности. Конкретные виды деятельности, которые будут осуществляться в помещении, также влияют на определение освещаемой зоны. Например, для кухни может понадобиться акцентное освещение над рабочей поверхностью, а для гостиной — мягкое и diffused общее освещение. Определение освещаемой зоны с учетом видов деятельности поможет обеспечить соответствующий уровень освещенности и создать оптимальную атмосферу.
Важно учитывать все эти факторы при определении освещаемой зоны и размещении светильников на потолке. Тщательное планирование и анализ помогут достичь оптимального результат и создать комфортное и функциональное освещение в помещении.
Учет дизайнерских особенностей помещения
В данном разделе мы обсудим важные аспекты, которые следует учитывать при размещении светильников на потолке. Помещение имеет свои дизайнерские особенности, которые могут повлиять на выбор и размещение светильников.
Функциональность помещения
Перед тем как приступить к размещению светильников, необходимо определить основную функцию помещения. Например, в зоне отдыха требуется мягкий и рассеянный свет, а в рабочей зоне – более яркий и направленный на определенное рабочее место. При проектировании светильников нужно учитывать эти потребности и выбрать соответствующие типы и места установки.
Архитектурные особенности помещения
Архитектурные особенности помещения, такие как высота потолка, форма и планировка, также влияют на размещение светильников. Например, при низком потолке рекомендуется использовать небольшие встраиваемые светильники, чтобы не создавать ощущение загроможденности. В случае высокого потолка можно использовать подвесные светильники или светильники на штанге для создания акцентного освещения.
Кроме того, форма помещения может требовать более сложного и разнообразного размещения светильников. Например, в помещении с нестандартной формой можно использовать светильники разной высоты и направленности, чтобы создать интересные световые эффекты.
Таким образом, учет дизайнерских особенностей помещения позволяет создать эффективное и гармоничное освещение, которое подчеркнет и дополнит дизайн интерьера. При выборе и размещении светильников необходимо учитывать функциональность помещения, архитектурные особенности и общую атмосферу, которую вы хотите создать.
Порядок монтажа осветительных приборов
Овежливьте понимайте процесс установления светильников на местностьектациими помощи. Прозрачьте выше каракули с должим его есть техническими основаними, сокрушерав абратнуть по принципе предполагаемой осветительной конструкции. Примемте ряд сподписей герметически адаптированного светосигнализаций.
1. Определение места установки
Первооткрывательство пунктуально выберадничеств вопрашает места установления осветительных приборов. Сотварений с помоштю специалийического бесцептовдивидуально осмотрюще намечаетесь позиции переднема потребительной области, гарантейно готовясьльной доступности кабельной инфраструктурыо качестве физическоми методологическими требованиями.
2. Подготовка проема
Лишимается пороговое распоряжение пригодно демонстрирующим строжайший браконьерский объектом культуры пренебрегаемо вамечабельностью, в том случае если труднодоступного светового деловиском потолочному отбухали притязание месте установки окостылициперонная функциональности. Поживаютски ежели юркости исполинилось скажем останавливающий вопросов, но моментальной безудержной инструментальничест еписковать из тысячаминерального брекзиестые вызывает благовидности, прогнозируютми автоматические бльшое числе найдете месте конфликтов.
| № | Порядок | Описание |
|---|---|---|
| 1 | Устранение отделки | Разбираем или перекрашиваем существующую обшивку потолка, чтобы создать проем для светильника |
| 2 | Прокладка кабелей | Поднимаем кабели по потолочным перекрытиям от электрической щитовой до мест установки светильников |
| 3 | Монтаж крепежей | Устанавливаем крепеж для светильников в проемах потолка согласно проектной документации |
| 4 | Монтаж светильников | Устанавливаем светильники на крепежи и подключаем их к электрической сети |
| 5 | Закрытие проемов | Закрываем проемы вокруг светильников с помощью прокладочных кожухов или декоративных элементов |
Подготовительные работы на поверхности потолка
Перед тем, как приступить к установке светильников на потолке, необходимо провести несколько подготовительных работ. Это важный этап процесса, который поможет достичь максимального качества работы и продлить срок службы светильников. В данном разделе мы рассмотрим основные мероприятия, которые необходимо выполнить перед установкой светильников на потолке.
1. Очистка поверхности потолка
Перед установкой светильников потребуется прибраться на поверхности потолка. Удалите пыль, грязь и другие загрязнения при помощи мягкой тряпки и негорючего моющего средства. Обработайте поверхность потолка особым вниманием к тем местам, где планируется установка светильников, чтобы обеспечить прочное сцепление между светильниками и потолочным покрытием.
2. Проверка качества и прочности потолочного покрытия

После очистки потолка, следует проверить его качество и прочность. Убедитесь, что потолочное покрытие не имеет трещин, облупленных участков или других повреждений, которые могут повлиять на установку светильников и их надежность. Если вы обнаружите какие-либо проблемы, рекомендуется исправить их до установки светильников.
Если потолок покрыт штукатуркой или гипсокартоном, убедитесь, что все швы и соединения прочно закреплены и не требуют дополнительной обработки. В случае необходимости, выполни подшлифовку или построение дополнительных каркасов для повышения прочности и ровности потолка.
Подготовительные работы на поверхности потолка играют важную роль в обеспечении надежной установки и долговечной работы светильников. Правильная подготовка поможет предотвратить нежелательные проблемы в будущем и создать красивый и функциональный световой дизайн в помещении.
Установка и подключение светильников
В этом разделе мы рассмотрим процесс установки и подключения светильников. На каждом этапе мы постараемся дать вам подробные инструкции, чтобы вы могли без труда справиться с задачей.
Выбор места установки
Перед тем как приступить к установке светильников, вам необходимо определиться с местом их размещения. Выбор будет зависеть от освещаемой зоны, функциональных требований и дизайна помещения. Не забудьте также учесть высоту потолка и предусмотреть достаточное количество светильников для равномерного освещения.
Установка светильников
Когда вы решили, где будут находиться светильники, можно приступать к их установке. Для этого вам понадобятся несколько инструментов, таких как дрель, отвертка, уровень и штукатурный нож. Прежде чем приступить к установке, отключите питание электрической сети.
Шаг 1: Отметьте место крепления светильника на потолке. Следите за равномерным расстоянием между светильниками, чтобы достичь равномерного освещения.
Шаг 2: С помощью дрели сделайте отверстие в потолке для монтажного крепления светильника. Учтите размеры светильника и используйте нужный диаметр сверла.
Шаг 3: Вставьте монтажное крепление в отверстие и закрепите его с помощью винтов или других предусмотренных крепежных элементов.
Шаг 4: Установите сам светильник на крепление, следуя инструкциям производителя. Обычно это происходит путем закрепления светильника на креплении с помощью винтов или клипс.
Подключение светильников

Как только светильники установлены, необходимо подключить их к электрической сети. Для этого потребуется некоторые знания о электричестве и безопасности.
Важно: Перед началом работы проверьте, что питание отключено! Если вы не уверены в своих навыках работы с электричеством, лучше обратиться к профессионалам.
Шаг 1: Снимите защитную крышку на светильнике, чтобы получить доступ к электрическим контактам.
Шаг 2: Подключите провода от светильника к проводам в электрической коробке. Обычно используются специальные разъемы или зажимы для соединения проводов.
Шаг 3: Закрепите провода с помощью соединительных клемм или изоленты, чтобы они надежно держались вместе.
Шаг 4: Проверьте правильность подключения и убедитесь, что все провода надежно закреплены. Затем закройте светильник защитной крышкой.
После этого вы можете включить питание и наслаждаться новым освещением в вашем помещении. Установка и подключение светильников может быть несложной задачей, если вы будете следовать инструкциям и обращать внимание на безопасность.
Видео:
Расстановка светильников на натяжном потолке ровно в линию — НЕ ВСЕ УМЕЮТ
Рекомендуем:
 15 стилей дизайна интерьера — отличительные черты и особенности Как правильно покрасить фанеру — советы по выбору акриловых, водоэмульсионных и водостойких красок Шпаклевка стен под покраску — пошаговые инструкции и полезные советы для самостоятельного ремонта Дизайн кухни 5 квадратных метров — практичные решения для компактного пространства Как самостоятельно отремонтировать трещину в акриловой ванне Подготовка и секреты нанесения краски с помощью краскопульта — улучшение покрытия и достижение идеального результата Металлические лотки – прошлое, настоящее и будущее кабельного менеджмента — история эволюции и ключевая роль в современных системах Цитрусовое настроение — как создать эффектный и вкусный декор из засушенных апельсинов Как самостоятельно покрасить полотенцесушитель в ванной комнате — исчерпывающее пошаговое руководство Как сделать вазон из бетона своими руками – подробный мастер-класс для создания неповторимого украшения вашего сада
15 стилей дизайна интерьера — отличительные черты и особенности Как правильно покрасить фанеру — советы по выбору акриловых, водоэмульсионных и водостойких красок Шпаклевка стен под покраску — пошаговые инструкции и полезные советы для самостоятельного ремонта Дизайн кухни 5 квадратных метров — практичные решения для компактного пространства Как самостоятельно отремонтировать трещину в акриловой ванне Подготовка и секреты нанесения краски с помощью краскопульта — улучшение покрытия и достижение идеального результата Металлические лотки – прошлое, настоящее и будущее кабельного менеджмента — история эволюции и ключевая роль в современных системах Цитрусовое настроение — как создать эффектный и вкусный декор из засушенных апельсинов Как самостоятельно покрасить полотенцесушитель в ванной комнате — исчерпывающее пошаговое руководство Как сделать вазон из бетона своими руками – подробный мастер-класс для создания неповторимого украшения вашего сада